AI人工智能正全面赋能工具机,推动传统机械运转进化到智能自主运作。透过各系统的边缘感知局部AI化,再搭配核心控制器的集中决策,让机台能顺利实现跳频避震、实时热补偿、精准节能供油等进阶功能,甚至能透过自然语言处理(NLP)与操作者进行互动控制。AI工具机不仅突破了突破传统机械的操作限制与加工精度,更大幅降低操作门坎,成为企业迈向数字转型及绿色永续生产的重要推手。
控制系统如何指挥全局
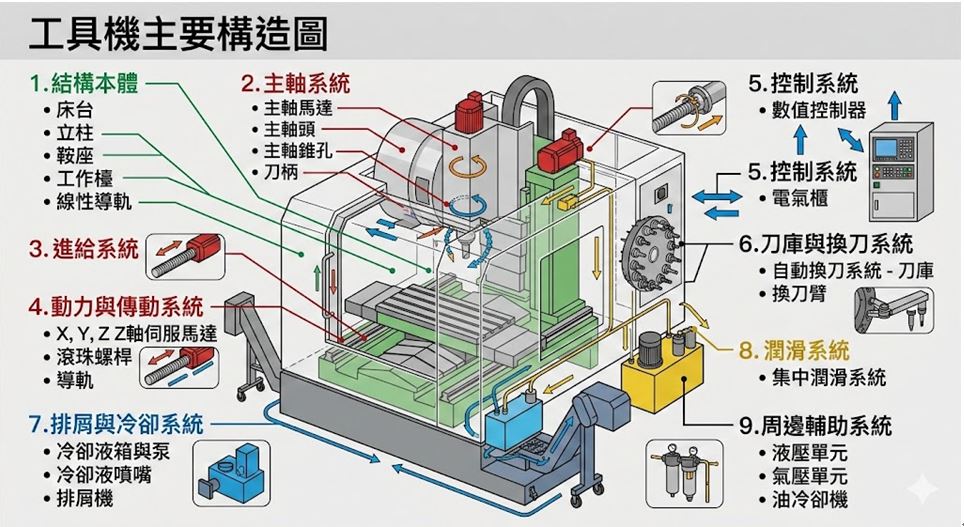
控制系统是整台工具机的核心大脑,主宰并控制着主轴系统、进给系统、动力与传动系统、刀库与换刀系统、润滑系统、排屑与冷却系统、周边辅助系统等所有的次系统。其控制方式主要体现于以下三个层面:
- 实时电气控制[1]:控制器透过伺服驱动器传递电子讯号给动力马达,精确且实时地控制主轴转速与进给轴的移动位置。
- 逻辑过程控制(PLC)[2]:对于刀库换刀、润滑供给、排屑运作以及液压单元等系统,控制器透过编写好的逻辑程序,根据特定的加工状态(例如加工时间到了或是接收到换刀指令 M-Code)来决定何时启动泵浦或换刀臂。
- 回馈补偿[3]:控制器会不断接收来自机台各系统传感器的数据(如温度、振动、电流等),并实时修正运动参数;例如接收到热变位数据后,会自动修改加工坐标进行热补偿。
次系统间的互动与关系
工具机的运作是一场高度精确的「同步协作」过程,机台内各次系统间的复杂关系,可以归纳为:控制器(大脑)指令、控制驱动各系统,全部系统偕同互动运作执行任务加工。
控制系统扮演着发出核心指令的角色,驱动主轴系统旋转以进行切削,同时指挥进给系统(如滚珠螺杆)进行精确移动,两者紧密配合才能产生准确的加工路径;动力系统(如马达)提供运作能量,透过传动系统将动能传递至进给轴与主轴;换刀系统负责加工过程中繁杂的工序切换;排屑与冷却系统则确保加工区域的清洁并快速带走热量,保护主轴与刀具不因高温受损。润滑系统则能有效减少内部传动零件的磨损;周边辅助系统(如液压、气压单元与油冷机)则提供稳定的压力源与恒温环境,支撑机台的整体稳定运作。而工具机运作时,相关系统运动所产生的反作用力皆由坚固的结构本体承载。
工具机 AI 化的实施方式
随着技术的演进,工具机的 AI 化采取了「边缘感知」(系统局部 AI)与「核心决策」(控制器 AI)双管齐下、并行发展的架构。
1.个别系统的局部 AI 化(具备感知的智能单元)
部分次系统透过增加专属的传感器与边缘 AI 运算单元,实现了独立的自我管理与防护功能,再将高价值的分析结果回传控制系统。
刀库与换刀系统[4](AI视觉辨识):导入计算机视觉(CV)与卷积神经网络(CNN), 独立监控换刀全过程。若发现刀柄有脏污或抓手歪斜,AI 会在发生碰撞前强制停止动作以保护主轴。同时,在换刀的极短时刻内,AI 会扫描刀刃,自动辨识是否有缺损(Chipping)或积屑瘤(BUE),并主动优化换刀顺序,减少刀库转动的物理位移,藉此提升生产效率。
排屑与冷却系统[5](AI废料监控):利用影像辨识监控切屑形态,AI 能根据流体力学判断加工状态,例如卷屑状或代表排热良好,长条针状则可能刮伤工件。AI 根据这些分析结果,主动给出参数调整的建议,让排屑系统成功转型为制程优化的环节之一。
动力与传动系统[6]:透过马达上的电流与振动传感器,利用深度学习(RNN/CNN) 算法,AI 能精确预测滚珠螺杆或轴承的剩余寿命(RUL),并让螺杆或轴轴钢珠破损前数周提醒维护。此外,强化学习技术实现了自适应伺服调机(AI Servo Tuning),当加工不同重量的工件时,机器能自动优化马达参数并动态抑制震动。
主轴系统[7](AI预警诊断):AI 藉由异常侦测算法记录正常的「声学与振动指纹」。一旦辨识出细微的频率偏移(如轴承磨损),AI 能在故障前数周发出预警,实现预测性维护,避免突发停机。
周边辅助系统[8](AI测漏与防护):透过物理引导机器学习(Physics-guided ML)技术,局部 AI 能够侦测肉眼不可见的微小压力波动,藉此辨识出液压管路是否发生泄漏或是密封件已经老化。
另外,关于结构本体之设计[9],在设计时间便藉AI进行几何优化。也就是在机台开发初期,藉AI 导入遗传算法(GA),仿真数万种结构布局,在维持绝对刚性的前提下寻找最理想的材料分布,从物理及几何源头减轻重量并解决受热变形的问题。
2.控制系统AI化后的整合控制
将各别感测到的数据汇集至大脑即控制系统,让AI化的控制器进行全局的指挥与决策,是目前工具机智慧化最主流的发展路径。
主轴与进给控制[10](高精度与避震):AI 控制器整合 Edge AI 实时监控切削负载,发现共振征兆时会自动执行「跳频」以避开物理震动临界点。针对材料硬度不均,深度学习模型能启动自适应控制,自动调整转速(RPM)与进给速度以主动抵销「颤振」。同时,利用强化学习(RL)与模糊控制,AI 学习滚珠螺杆摩擦特性以补偿间隙误差,更在复杂工件的转角处优化加减速曲线(S-Curve),使进给系统展现极致平顺的精密加工精度。
实时热补偿技术[11]:面对环境温差或马达发热造成的机台微幅变形,AI 透过布署多点温度传感器,结合数字孪生(Digital Twin)技术建立虚拟镜像与操作者参考,并利用神经网络(NN)实时预测「热伸长」量。这些偏差数据会实时回传给AI控制器,由AI控制器自动修改加工坐标进行热补偿,确保在非恒温环境下依然精准。
智慧润滑与整体节能排程[12]:AI 控制器可改变传统被动的资源消耗。AI控制器分析电流与位移负荷数据,下令润滑系统仅在「阻力增加」时精确喷射润滑油,可节省高达 30% 以上的油量。针对高耗能的周边辅助设备,AI 控制器利用 XGBoost等模型整合加工负荷相关的大数据以预测热负载,并指挥冷却机「变频供液」,避免轻负荷时全速运转,可省下近 50% 能耗。针对多台联机机台,AI 控制器更能进行整体的节能排程,避免空转功耗。
生成式互动与控制[13](NLP):控制器整合了 LLM (大型语言模型),让操作者不再需要手动编写复杂的 G-Code 程序代码。透过自然语言的口语指令,AI 大脑随即能理解语意、自动改写程序代码并控制整台机台运作,此举根本转变了传统的人机互动模式。
工具机的 AI 化正是「分布式的感官」(个别系统感知)与「集中式的智慧」(AI 控制器决策)的完美结合。个别系统提供源源不绝的大数据,而 AI 化的控制器则将数据转化为具体的参数修正与防护动作。这不仅突破了机械运作限制并降低操作门坎,更协助企业达成数字及绿色转型,让工具机正式蜕变为能自我进化、与人类直觉协作的智慧自主伙伴。
责任编辑:吴碧娥
【本文仅反映专家作者意见,不代表本报立场】
备注:
[1] Altintas, Y. (2012). Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design. Cambridge University Press. (关于 CNC 控制器与伺服驱动之基础架构)
[2] Stenerson, J. (2015). Fundamentals of Programmable Logic Controllers, Sensors, and Communications. Pearson. (关于 PLC 在工具机逻辑控制中的应用)
[3] Ramesh, R., et al. (2000). “Error compensation in machine tools — a review.” International Journal of Machine Tools and Manufacture. (关于控制器回馈补偿与误差修正之演进)
[4] Krolczyk, G. M., et al. (2022). “Applications of machine learning in metal cutting: A review.” Mechanical Systems and Signal Processing. (关于 CNN 于刀具磨损监测与视觉辨识之研究)
[5] Wang, J., et al. (2021). “A review of intelligent machining: Recognition and control.” Frontiers of Mechanical Engineering. (关于切屑形态影像辨识与加工状态监控)
[6] Li, Z., et al. (2020). “A review of Deep Learning for Predictive Maintenance in Manufacturing.” Journal of Manufacturing Systems. (关于 RNN/CNN 于滚珠螺杆剩余寿命 RUL 预测)
[7] Teti, R., et al. (2010). “Advanced monitoring of machining operations.” CIRP Annals. (关于主轴声学发射与振动讯号之预警诊断)
[8] Karpat, K. (2023). “Physics-guided Machine Learning for Industrial Fluid Power Systems.” Advanced Engineering Informatics. (关于物理引导机器学习于液压/气压系统之测漏应用)
[9] Zuo, B., et al. (2019). “Structural optimization of machine tool components using Genetic Algorithms.” Applied Sciences. (关于遗传算法于床台与立柱几何优化)
[10] Chen, Y., et al. (2022). “Deep Reinforcement Learning for Servo Control in CNC Machine Tools.” IEEE/ASME Transactions on Mechatronics. (关于强化学习于摩擦补偿与伺服参数优化)
[11] Mayr, J., et al. (2012). “Thermal error compensation of machine tools.” CIRP Annals. (关于数字孪生与神经网络于机台热补偿之应用)
[12] He, Y., et al. (2024). “Energy Consumption Modeling and Optimization of Machine Tools Using XGBoost.” Journal of Cleaner Production. (关于 XGBoost 于冷却系统变频节能与负荷预测)
[13] Mourtzis, D., et al. (2025). “Generative AI and LLMs in Manufacturing: Natural Language Interaction with Industrial Equipment.” International Journal of Computer Integrated Manufacturing. (关于大型语言模型 NLP 于人机互动控制之最新趋势)